
“I once lived opposite a poultry slaughterhouse. The view from the bedroom was offal.”
– Anonymous
In this edition of Catholics Aren’t Zombies, we step away from the usual discourse regarding modernism, false caesars, and other societal maladies to focus on a truly prescient issue in our time: KILLING CHICKENS!
Yes, indeed, let us explore one of the few subjects in which yours truly possesses genuine hands-on, subject-matter expertise, drawing upon my several years managing in advanced poultry processing facilities (chicken slaughterhouses). In those days, I supervised production and quality assurance teams in poultry plants that harvest chickens at speeds of up to 420 head per minute, over 200,000 per shift, 400,000 per day, and two million per week.
That’s quite a lot of chickens to say nothing of all the excrement that follows them off the truck into the front of the building. These places require so much water and sewage that they must possess their own wastewater treatment centers. While the volume and complexity of these operations is something to behold, there are plenty of dubious conditions and practices, which I will reveal in this brief treatise on large-scale poultry disassembly, dressing, and re-packaging.
Here’s an outline of what you’ll learn about chicken slaughter in large plants all throughout America. It’s a tad long and detailed, though this is the condensed version, and these are descriptions you will not find in other media. All other insiders would fear losing their careers for unearthing this stuff. I retired from it six years ago.
- First Processing: Cage dumping, hanging birds, shocking them, killing them (by the jugular), bleeding them, scalding them, eliminating their feathers, and eviscerating them.
- Second Processing: Chopping poultry into parts, deboning them, and running the leftovers into “pink slime.”
- Shipping: The freezing cold warehouse that still isn’t frigid enough to stop spoilage in the summer.
- Selected Problems in Poultry Processing: high employee turnover, useless inspection systems, cursed products, and the COVID Scamdemic
First Processing: Hang, Kill, Bleed, Scald & More
Here is where most of the fun stuff occurs. The “front end” of a chicken plant is where chickens enter the facility after being freed from their cages (dumped from them, to be precise) transferred onto a hydraulic conveyor belt and into the “live-hanging room.” Let’s explore each step of the killing process.

The Cage Dumper
Since this process does not begin by walking chickens into the facility gently by leash, I must explain how they exit their cages (after being brought in on trucks) and into the hanging pen.
First, a forklift driver removes chicken cages (one at a time, holding about 400 chickens each) from a truck and places them onto a dumping platform. Next, the “cage dumper” operator uses lever controls to tilt the entire cage from the dumper platform, emptying every chicken onto a hydraulic-powered conveyor belt. With so many birds, it is essential to time the dumping properly to avoid smothering (and prematurely killing) so many chickens on this miniature roller coaster ride.
All chickens must remain alive until reaching the mechanical killing machine in order to be eligible for harvest. Birds that die beforehand are counted as “cadavers” or “dead-on-arrival,” and are therefore unfit for human consumption. Whichever birds remain alive (98% or more, usually) ride along the conveyor belt where a team of “hangers” prepare to “hang the bird” by its feet, leading to its slaughter within seconds.
Hanging, Shocking, Kill Machine, & Backup Killer
The art of hanging chickens requires finesse, technique, and endurance. This can be most strenuous if employees dump the birds in very large piles, bunched together, with dozens of them crammed in front of you on a moving belt less than three feet wide.
The correct hanging technique involves reaching for the chicken’s legs and grasping them between the knuckles of one’s index and middle fingers. Rookie hangers tend to grab them between the thumb and index finger, leaving them vulnerable to getting wing-flapped violently or some other form of chicken retaliation.

The best technique allows one to retrieve chickens efficiently from the belt before hanging them by each foot onto one of the moving shackles at about head level. There are multiple shackle designs, but all are supposed to secure chickens by their feet and guide them along the process (beak down).
Hangers can expect to get scratched, flapped, and pecked, but thankfully chickens do not possess teeth with which to bite. These birds do, however, defecate and urinate into every facial orifice of the poor hangers at some point or another. Imagine the worst and warmest “wet willy” to get an idea of what white projectile chicken urine feels like in your ear.
Most facilities require hangers to commence their hanging at a sustained pace of about 20 to 28 chickens per minute. Given the heavy volume of bacteria in a hanging pen, it’s almost a foregone conclusion that employees will suffer salmonella poisoning if they persevere at their job for more than a few days.
Salmonella, for what it’s worth, often instigates either vomiting or diarrhea every 30 minutes for about 30 hours. Experiences may vary.
This line of work carries several other occupational hazards, such as dehydration and exhaustion, but it’s also common to develop trigger fingers from repetitively handling chickens in the same fashion thousands of times a day. I also once witnessed an associate pass out and require an ambulance after “downing a Red Bull” during the lunch break on a scorching summer day.
The atmosphere in the hanging room awards its visitors with a pungent smell of chicken feces, feathers scattered everywhere, sweltering heat because of the nearby scalding vats, and only dim red lighting to calm the chickens. It’s a tough job in a dismal environment, and the folks tasked with such labor aren’t always the most edifying company. Most have criminal records.
At any rate, once the hangers have negotiated a chicken onto its shackle, the next step is for birds (one at a time) to undergo a mild shock, rendering them docile before approaching the killing machine. This shock comes from an electrical impulse, but it requires no electrical equipment.
Instead, birds pass through a tunnel called “the stun bath,” spraying the chickens with water while a nearby salt container electrifies it to conduct a brief shock when the birds reach the appropriate spot.
After the chickens, thanks to their stunning, calm down a bit, they will no longer flap their wings or do anything to avoid going directly into the killing machine.
The kill machine is simply a circular saw deck positioned horizontally to sever the jugular vein of each passing chicken. What makes this process interesting is that there’s typically a spinning bicycle tire positioned right before the machine to guide the chickens’ necks directly toward the circular saw. Everything in a chicken plant is about achieving the right alignment, depending on the height and weight of the birds.
The kill machine has about a 98% success rate in properly cutting chicken throats (assuming a line speed of 140 birds per minute). Someone, however, must account for the remaining 2% that escape the saw (some chickens miss the stun bath, contributing to this problem).
For that, each kill line (many plants have two or three) must furnish a backup killer. The backup killer is a knife-wielding employee who attends to every bird the machine misses, preferably without inadvertently lopping off chickens’ entire heads. The goal is just to slit the throat, enabling the birds to exsanguinate for at least 90 seconds before entering the scalders.
If a chicken plant sells the silly “Halal chicken,” then there may be a Muslim dude hired to supervise this killing process who would holler if the backup killer lops off too many heads prematurely. The trick to becoming proficient in this role is to slice somewhat farther down the chickens’ necks since their throats are lower than humans’.
If you accept this executionary position, then you can expect to have your work gear drenched in chicken blood within less than an hour.
You may wonder what happens if a chicken bypasses both the killing machine AND the backup killer. Whenever this occurs, the bird boils to death when it goes through the scalding vat. It’s easy to identify this unfortunate mistake because the un-cut chicken will severely coagulate with blood around its head and neck, leaving a macabre reddish/violet appearance. Animal rights groups (and the USDA) often chastise plants for permitting this mishap to happen too often.

Also, while addressing these morbid aspects of chicken processing, I suppose I should mention something about the whole “chicken with a head chopped off” phenomenon. Yes, I once saw one that got loose, wandered about, wasn’t found until production stopped, and had to be euthanized. To euthanize one, you must break the neck carefully and snap off the head. As this occurs, chickens will run in a frantic circle for about eight seconds.
Like I said, I saw it one time. Chickens truly do run amok if they lose their heads (unless they are shackled by their feet as they are in the process).
Now, let’s return to our slaughtering tour where we last left our chickens bleeding after the killing machine. Where does all of that blood (from so many chickens) go after slaughter?
Caverns of Gelatinous Blood
In order to obtain proper harvesting, chickens must bleed out for no less than 90 seconds. Since this is a moving disassembly process, that means the plant must furnish enough room for chicken blood to empty for that amount of time while they travel to the next processing step (scalding).
It takes a lot of room in a factory building to permit that much space for wide-scale bleeding. Even in the best arrangements, 140 chickens bleeding per minute in any given spot is bound to accumulate fast.
To drain the blood without creating massive drainage clogs, chicken plants rely on blood tunnels to move it along slowly without overwhelming the sewage system. Inevitably, the blood curdles and remains on the stainless steel structure, resembling a gelatinous velvet consistency. After it congeals for a while, it becomes more viscous, and almost gives the impression of a thick, crimson-velvety pudding pile.
Try to envision gallons of this collecting along several feet before chickens reach the scalding vats.
Of course, poultry blood doesn’t remain in these tunnels forever. Most of it moves swiftly down the drain and into an offal truck (18-wheeler, dump truck), along with thousands of pounds of feathers, viscera, beaks, feet, and other plant drainage.
The truck may fill to the brim once or more per shift before an external contractor drives it away for rendering or other purposes. Don’t get behind them on the road if they don’t cover and secure it with a large tarp. The windshield stain is a nightmare to clean.
Scalding & Chicken “Cake”
The purpose of scalding chickens is to loosen their feathers and knock away the preponderance of their filth that accompanied them into the plant. The trick is to boil off the nastiness without burning away valuable meat yield. Depending on the average bird weight, each will spend about 30 to 45 seconds travelling while submerged into scalding water, usually at a temperature of around 120 to 130 degrees.
Granted, with any water tank or vat, drainage is not always optimal, and just like chilling or HVAC systems, there’s a filter that collects most of the fecal debris the chickens shed along the way. Within just 30 minutes of scalding thousands of chickens, the tanks become polluted.
Both their side filters, and along with the top of the scalding tub, accumulate a thick cake-batter consistency, made up of all the feces removed from countless chickens passing through it. The fecal matter gathers so much that it looks like a chocolate pastry with random feathers sticking out of it, reminiscent of thin birthday candles.
One had better use gloves when changing the filters or skimming the “cake” off the top of these vats. Also, it is vital that sophomoric associates restrain themselves from flinging fecal debris at other team members. Some folks require a warning for this.
At any event, scalding proficiency depends on three variables: 1) Water Temperature, 2) Bird Weight, and 3) Line Speed.
Anytime the line changes speed or the bird weight fluctuates, the plant should adjust the scalding water temperature. Here are some practical examples:
- If the line speed slows to, let’s say, 120 birds per minute (from 140), you may have to reduce the water temperature a couple of degrees.
- If a new lot of chickens weighs half a pound more than the previous farm, then you may need to raise the temperature.
- If the line stops, then you better set the water temperature to about 85 or so because all birds positioned in the scalding vats during a stoppage will sit there (in hot water) for however long the line is inoperable.
Failure to make adjustments will lead to either over-scalded birds or still-feathery birds whose follicles were too tight for effective de-feathering. That segues us into the next essential step in first processing
Feather Picking
De-feathering machines have come a long way since the old days of doing the task by hand with lots of associates scraping feathers off in a painstakingly slow fashion. In today’s large processing facilities, chickens run through large de-feathering decks, equipped with hundreds of rubber “pickers,” which look like door stops. Chickens run through multiple decks of these pickers vibrating rapidly to etch away 99% of feathers.

The primary key to success is ensuring the rubber pickers get as close as possible around the outer edges of the typical-sized chicken without getting too close to rip off breast, wing, thigh, or leg meat. Toward the end of the feather-picking line, there’s usually one more “wing scalder,” set at about 150 degrees, for loosening those pesky wing-tip or wing-flat feathers right before going through a dedicated wing picker.
Skilled picking-room technicians know how to position a tight diamond of pickers to hit every angle of every chicken wing that passes between the pickers. You can lose a fortune in yield by failing to make adjustments throughout the day when new chicken houses enter the plant.
Once the feathers are gone (hopefully), a small saw clips the feet, with/without the option to harvest the “paws,” if desired. The last picking-room task is to knock off the head, requiring minimal mechanical effort since it’s only hanging on by a thread at that point. A small guide bar does this with no electrical gear or further sawing whatsoever.
Also, that Muzzie dude from the hanging pen does not object to the final be-heading at this stage, provided chickens are fully deceased (if only the same could be said for Muslims and their approach to human be-headings).
I already mentioned the difficulty of draining so much blood after chickens pass through the killing machine, but feather drainage is even more challenging. Given the colossal volume of feathers that accumulate from running about 25,000 chickens per hour on one line, if you do not have sufficient water flow for feather drains, the feathers can get out of control fast.
One time, I lost substantial drainage water pressure in the picking room, and had to push feathers along with a pitchfork. Then, the water ceased altogether, contributing to a massive clog within a couple of minutes. When I say “massive,” I mean that it clogged the entire concrete drain, leaving a feather pile about half the size of those tarps used to cover baseball infields during rain delays.
I wish I had taken a picture . . . millions of feathers wadded together in a drain.
So, we now have birds without feathers, meaning it’s time to pull out the guts in the evisceration department.
Evisceration: From the Hind End
Many private farmers eviscerate chickens from the neck, but factory processing (or “dressing”) involves an open-cut machine and eviscerator probe into the rectal cavity, excavating the chicken’s visceral package from its hind end. The open cutter makes just a small incision into the bird’s bottom, creating room for an eviscerator spoon that extracts the intestines, heart, gizzard, kidneys, lungs, liver, and gallbladder.
Like anywhere else in the plant, machines never work 100% all the time. If, for instance, the probe is off a bit and cuts the gallbladder, then the chicken breast will receive an unsightly green stain.
Whenever the open cutter misses altogether, an associate has to cut the rectum and remove all viscera by hand, being careful not to rupture the intestines. This is easy to do, making it possible for intestinal fecal to splatter and contaminate the rest of the product.
After extracting and presenting the viscera, they go to inspection tables where both a plant employee and a USDA inspector check for diseases like septicemia, airsacculitis, leukosis, and various forms of bird flu. Some chickens may have partial defects, leaving the plant with the option of salvaging certain portions while discarding most of the carcass.
Following inspection, chickens receive a few minor trims to get rid of broken wings, feathers, or feet. Another machine cuts off the necks, including the windpipe.
- NOTE: If you’ve ever purchased a whole bird at the grocery store and found a “worm” around its neck cavity, rest assured that this is NOT a worm, but rather the chicken’s windpipe. The machine didn’t work well, and nobody yanked it out while packaging the bird.
Then, the birds enter what looks like a chicken-sized car wash as one last cleansing before heading into the drag chiller. Such a chiller has nothing to do with transvestitism, but rather a slow dragging of birds through near-freezing water to fight bacterial growth.
Once the birds have enjoyed a thorough scrubbing, they enter a chilling process for almost two hours (give or take) before heading into the second stage of chicken processing. The drag-chilling involves soaking and chilling birds in a massive, sideways cylindrical vat, driven along by an interior stainless-steel propeller, guiding them through the chilling process.
Chiller water temperatures are just above freezing, with the aim of getting chickens to an internal temperature no higher than 40 degrees. Failure to chill birds properly leads to a “HACCP failure,” leading plant management, QA, and the USDA regulators to lose their minds (before fabricating some superficial work-around to address it and continue running anyway).
Fecal failures should be incredibly rare, though, given how much treatment the chiller receives. Most plants apply a steady dose of antimicrobial chemicals like peracetic acid or chlorine to the chiller and also to other water-lubricated lines throughout the plant.
Chillers are among the largest pieces of equipment in the entire facility. Were some unfortunate person to fall into this vat during operation (which has happened), the unforgiving propeller would crush their body mercilessly within moments. Whatever you do, don’t lean over the guardrails if you get onto its scaffolding.
Now that our birds are cold, let’s continue our slaughterhouse expedition into a cooler part of the plant with less animal carnage (but sometimes more human carnage). That takes us to second processing.
Second Processing: Cut-Up, Debone, & “Pink Slime”
This next section of a poultry-processing facility carries the birds along their journey to still more disassembly (cut into pieces, sliced, diced, deboned, etc.), before finishing a “re-assembly process” of packaging, freezing, marinating, and other value-added enhancements.
Cut-Up Section: Drums, Thighs, Wings, Paws, & More

The cut-up section begins with a re-hanging of the chickens after they’ve finished chilling before processing them into whole-bird packaging or (most often) smaller cuts like breasts, wings, drumsticks, and thighs. This is actually the third place you re-hang the birds since there’s also a re-hanging process in evisceration.
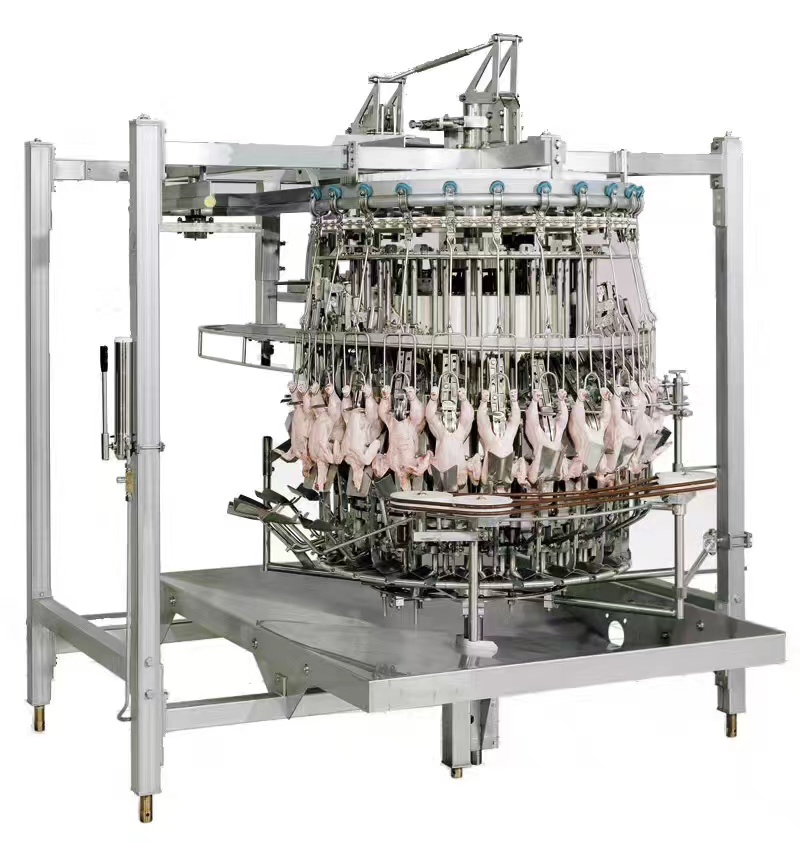
Some plants call the post-chill hanging “cold re-hanging,” leaving employees battling constantly to keep dry gloves because the cold water soaks through them in no time. At this stage, all you have to do is hang the birds by their hocks into shackles (see the featured image for this post). It’s much better than dealing with the semi-belligerent live ones unless you hate working in a 40-degree room.
Once the birds enter this next moving disassembly process, the line will carry them toward the cutting machines, which are quite sophisticated. Most plants can remotely or manually control how many birds drop from the lines into the whole-bird department, or remain on the line to be sliced into parts. Some plants accomplish this by furnishing between two to six cutting lines.
You could, for example, set one line at a speed of 80 birds-per-minute, cut 40 of them into split breasts, 20 into whole breasts, and let the remainder go to Deboning as front halves. Ideally, you would send the largest birds to deboning in order to achieve a higher boneless breast yield, a coveted goal for most chicken companies.
For the dark meat, you could set certain lines to cut either leg quarters, whole legs, or drums/thighs. Doing so would require manual adjustments to the lines because it’s difficult (or impossible) to make these cuts simultaneously on one line. Most plants also like to bag leg quarters besides tray-packing them. It’s also common to see a thigh-deboning operation in cut-up, but this job requires destroying your hands constantly sawing thigh meat all day (unless the plant has mechanical deboning).
Aside from that, I’ve seen the rest of this work differently depending on the plant type. Some facilities pack most of their products into trays, whereas others run everything into boxes and combo bins. The latter often ships its product to a “further processing” facility where they perform more “value-added” enhancements like cooking or deboning.
- Full Disclosure: I have never worked in a plant that cooked chicken nuggets or anything like that. Some plants slaughter AND cook chicken, while many do one or the other.
Tray-packing plants are much more elaborate and require more employees. It includes people to pack the trays, load the over-wrapping machines, and push dollies of trays into the blast chillers. You also need multiple employees dedicated to nothing other than removing meat from the floor because companies insist on running “super efficiently,” inevitably creating a mess.
There’s even one person who spends almost the entire shift “re-conditioning” all the chicken that lands on the floor. Sometimes plants get into trouble if a USDA inspector catches employees trying to wash meat that fell into a pool of standing water or after landing in a drain (not allowed).
The water they use for cleaning whole birds or parts often has the same chemical composition as the chiller water, utilizing peracetic acid or 20 to 50 parts-per-million of chlorine. Some bio-manufacturing nerds decided these antimicrobials were sufficient to restore chicken to a sanitary and edible raw state. I suppose so . . .
The cut-up department, like the rest of the plant, has plenty of QA technicians who police the process for sanitary conditions and grade finished products to make sure they aren’t bruised, mangled, mis-wrapped, or infested with feathers. Occasionally, QA techs will style themselves as the “sheriff” and halt certain processes. Sometimes, they have no clue how it functions, hit the wrong button, turn off the wrong line, and cause hundreds of pounds of chicken to pile up in one place.
So much for ensuring sanitary conditions when that happens . . .
Both cut-up and deboning involve heavy pallet-jack usage for transporting 2,000+ pound bins of whole birds, front halves, backs, spines, and finished product boxes. These are reasonably easy to operate, but if you mis-use them it’s possible to smash one’s hand into a wall with the jack.
It’s critical that users keep their bodies in front of the jack so that they automatically activate its emergency-stop switch located on the handle. Otherwise, you could get pinned badly into a hard place.
There are yet other ways to injure yourself with heavy-duty equipment. One time, I heard of how someone had their thumb smashed into spaghetti by trying to control the jack without having his body in front of it.
It’s also possible for sanitation workers to get caught (and killed) trying to clean the cutting lines without fully de-energizing and locking the on/off controls. For that matter, it’s also possible to get run over in the live-receiving dock or drop a heavy chicken cage onto someone. If you can imagine an accident scenario, chances are it has happened somewhere.
Finally, the cut-up section is sometimes where plants finish harvesting paws. While you may not think you can extract much meat from feet, this is indeed a valuable and easy-to-process chicken cut. The Chinese devour it, using it to make broth.
Alas, many plants are careless about grading for paw quality. They fail to throw out the paws with “bumble foot” or “manure burns” underneath them. It’s like sending customers a large helping of staph infection. I wonder if that qualifies as shipping off biological weapons (i.e., WMD) to China.
Next, let’s look at what happens to the breast meat that goes to “deboning” to make filets, tenders, and marinated products.
Debone: Every Night with Long Knives

The debone department is the land of a thousand repetitive stress injuries, brought about by wing rounding, shoulder cutting, fileting, tender scoring, and other monotonous tasks.
For this reason, many operations have switched to mechanical deboning, which sometimes offers less breast yield, albeit by eliminating grueling jobs nobody wants. In all honesty, the rationale for supplanting humans with machines is no different here than it is in any 21st-century business sector: get rid of whiny people and expensive payroll in favor of mechanisms that don’t backtalk.
Whether a plant elects to employ human labor or machines, there are several ways to debone a chicken. One method includes cutting the shoulder, detaching the wing and breast, and then rounding off the wing and scoring the tenders. Some cut-up departments will remove the wings prior to the front halves’ arrival in deboning, permitting the separation of the left and right breasts with two swift cuts along the keel bone.
This video demonstrates a typical cone-line deboning system where the front half sits on top of a stainless-steel cone. Associates usually debone about every other cone, assuming a normal line speed.
Each technique requires at least two weeks of constant practice to perfect, and, as any deboning manager will proclaim, it’s a tremendous waste to leave even a small morsel of meat on the frames consistently. Imagine if you left two ounces of meat on every front-half frame over the course of an entire shift. Well, two ounces multiplied by, let’s say, 20,000 front halves gives you a grand total of 2,500 pounds, well over a pallet of finished breast meat.
Chicken plants regard boneless-breast yield as almost sacrosanct.
The preponderance of breast/wing products from deboning goes to several premium, high-selling items: thin-sliced breast meat, split wings (flats and drumettes), tenders, and more. Perdue has its Perfect Portions: sourced from almost flawless cuts, weighted precisely, and sealed into a plastic pouch. The product fetches a lot of money, yet also garners tons of consumer complaints from hoity-toity, upper-middle-class Karens across the land.
The deboning department also suffers from numerous process headaches and miseries. For one thing, this is a work environment where at least half the associates are carrying knives. It surprises me that there aren’t more “debone knife fight videos” floating around YouTube and the web. All it takes is for two employees, fighting over the same romantic interest while brandishing knives, for circumstances to erupt into a horror film.
Thankfully, I can say most of the plant conflicts I’ve witnessed were simple fistfights, most often relegated to the parking lot. Also, at the risk of straying off-topic, most manufacturing plant parking lots will reek of marijuana by nightfall. That’s to say nothing of beer cans and liquor bottles all over the place, which you can also find scattered in “secret spots” throughout the plant (the box room) where employees enjoy clandestine/forbidden activities.
Leaving aside the knives, marijuana, and semi-free-flowing alcohol, chicken plants also struggle with a myriad of product defects emanating from the deboning department. The most common problem is obvious: bones and cartilage left in the breast meat.
There are, however, stranger defects that should never make it into finished packaging (but do), such as pectoral myopathy on chicken tenders. That disease turns the tenders as green as avocado, yet team members pack them anyway. Pectoral myopathy stems from overweight chickens who become far too big for their musculoskeletal system to support. They lounge around all day, become massive, ultimately leading to muscular deterioration (in this case, the “pectoralis minor,” AKA “tenderloins”).
Either way, it’s rather easy to spot the ugly green ones before wrapping the trays. Perhaps the line associates who ignore this obvious defect grade chicken meat with as much attention as they devote to driving on the highway.
Then, the most dangerous defect, even worse than bacterial contamination, is the chance of introducing foreign material into the product. The problem is that this can happen in hundreds of different ways in a chicken plant.
- Loose welding pieces from stainless-steel equipment
- Someone spits gum into a chicken box
- A chipped knife tip falls into the product
- Hard plastic shaved off from a conveyor belt
- Chicken wire embedded in the breast meat from the farm
- Pallet wood
- False eyelashes from “Shanequa”
- Cigarette packs
- . . . and much much more!
Poultry plants have plenty of metal detectors to find some foreign material types, but they only pick up material containing ferrous metals, nonferrous metals (aluminum, copper, etc.), and select non-stainless steel objects. They won’t always help much with plastic, chewing gum, or allergens introduced into the process by employees who don’t wash their hands. Plus, not every process line has metal detectors other than those that involve grinding, injecting, slicing, and dicing.
Like each of the other sections, there is much more to be said, but I’m providing the condensed version. I can say at least this is more than you’ll obtain from propaganda marketing videos and articles, which ignore almost all the obvious cons to standard poultry-processing systems.
Now that we’ve covered the deboning process sufficiently, we should check out what happens to all the “scrap” left over from trimming breast meat. That takes us to one of my favorite processes of them all: PINK SLIME!
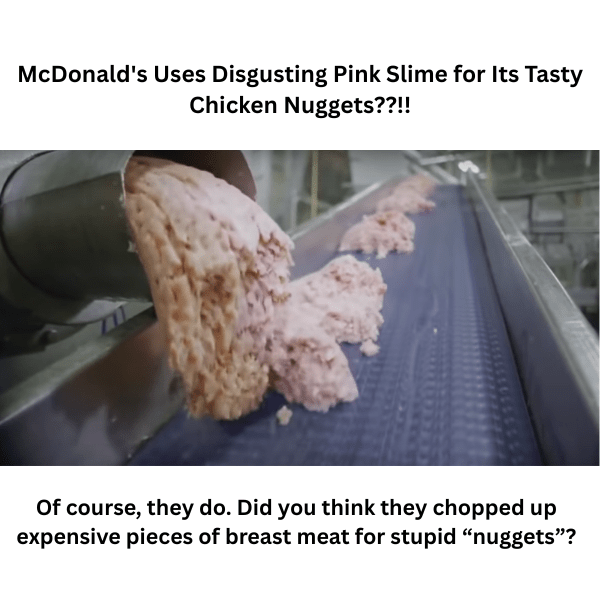
Pink Slime: One of Life’s Simple Pleasures
Many became aware of this novel foodstuff somewhere around 20 to 25 years ago, if I remember correctly. The pink pigmentation found in the aforementioned slime derives its appearance from the salty pink cure introduced into the mixing recipe after deboned carcasses are ground further to salvage particles of edible meat.
Yes, plants can grind the hell out of ribs, cartilage, tender tendons, and other skeletal remnants to salvage a little more junk meat. This often contributes to chicken nuggets or certain pet foods.
If you know anything about how they process sausages, then you’ll see that chicken nuggets from pink slime aren’t much different. We might also recall how Otto von Bismarck likened sausage making to drafting legislation, recommending others not to investigate the details of either.
This process of “cleaning the scraps” ends in amalgamating them into what some call a mushy/slimy substance, somewhat resembling a faint strawberry soft-serve ice cream. Some facilities process front-half frames (the top half of the chicken skeleton) into ground chicken, whereas others run them through a more elaborate process called mechanically separated chicken (MSC). True poultry connoisseurs will detect a slight difference in texture between MSC versus ground chicken, whereas normally the former utilizes the pink cure.
The ground chicken or MSC processes are also the “end of the road” if anyone in Debone loses a knife, for it would inevitably flow along a conveyor belt and into the pink-slime operation. For this reason, and various other mechanical shortcomings, the MSC department is one that must cease operations often. Ground knives aren’t good pink slime additives, but instead contribute to product recalls and other headaches.
Shipping & Cold Storage (AKA “Third Processing”)
So far, we’ve discussed how live chickens enter a slaughterhouse, the killing process, and every other step for preparing finished poultry. The shipping department is the last stage of the plant, and an important one for maintaining a consistent “cold chain” to ensure fresh, wholesome products arrive at stores and restaurants. Here, it is crucial to keep fresh or frozen chicken below at least 43 degrees everywhere the plant stages the product.
Cold, But Not Cold Enough
This was the department where I spent the least time, so I do not have as many remarks about it. Here is where chicken goes into a finished packaging case, receives a label and price tag, along with a total box weight.
In many respects, shipping is a garden-variety logistics and warehousing operation, but much worse than other locations, given how many product types and customers there are. You could have a dozen customers for all those boneless breast products alone. Nevertheless, my main grievance with this part of the plant is the bone-chilling temperatures, which STILL fall short of preventing chicken spoilage.
First, I should say that I struggle to find the appropriate words to describe the profoundly foul odor of rotten chicken on a shipping truck. One could muster a faint whiff of this problem by opening spoiled meat from the refrigerator. Then, just imagine what that’s like multiplied by at least 20,000 pounds on the inside of a trailer.
It’s even more nauseating that the feces piles around the live-hanging pen. Yes, I’ll take the familiar and cozy confines of the hanging room any day.
What about the frigid shipping and chilling temperatures I mentioned?
Well, the first plant I worked at had multiple areas with sub-zero temperatures. This included a “minus-five cooler,” “minus-10 cooler,” and “blast chillers” that flash-chilled product at minus-30 degrees. Industry standards consider the latter to be the best way to preserve meat products (without freezing them all the way). Despite all that, melting and rotting can still present problems later if trucks possess faulty refrigeration units.
As for those minus-30 blast chillers, the boldest employees would attempt to walk through the tunnels with just the basic factory uniform as fast as possible for sportsmanship (or insanity). It wouldn’t kill you, I suppose.
Most of these negative-temperature areas were sufficiently cold to freeze one’s nose hairs within about two minutes of exposure. One might also desire a pair of goggles for the eyes.
Sometimes, when I was bored, I imagined dressing up as a yeti, then sneaking up on someone while shouting, “Who dares enter the cold confines of the minus-10 cooler!” with a loud and most sinister-sounding voice. Chicken plant jobs will make anyone weird after a while.
Like I said, all the cold temperatures should preserve products in theory, yet there are still lots of spoiled trucks. Many of them can’t keep their refer units working, contributing to all kinds of trouble in the summer when outdoor temperatures are high and hot air seeps in between where trucks latch onto the shipping dock.
Of course, some shipping departments suffer worse disadvantages than others. One facility where I worked was in the dumbest place possible for supply chain management. It was in the middle of nowhere (northeastern North Carolina): far from the chicken farms, none of the employees lived nearby, and several customers were out of state. Those combined factors offer the perfect recipe for spoilage.
In summation, I recommend that poultry consumers always wash their chicken, cook it thoroughly, and pay close attention to expiration dates. As it is, plants are notorious for mis-labeling the kill dates of the chicken meat they keep in inventory. It’s nothing, for example, for a plant to mix chicken from Feb. 1st with some from Feb. 3rd, pack it all in the same box, and pretend everything has the same expiration date.
Never Work in ANY Shipping Department
This is often the worst area of the plant in terms of job security, ridiculously long hours, and maintaining one’s sanity. Because it’s the final stage of the process, every other sub-process can stall operations with even just a modicum of inefficiency.
Then again, I would say this is true of almost any manufacturing site. Managers can count on 50+ hours (salaried), constant scrutiny from senior managers over late trucks, undependable forklift and truck drivers, and an array of other frustrations. In the poultry business, on top of the bitter cold, there are no windows anywhere in the plant, conducive to a very depressing work environment.
Selected Problems in Poultry Processing
Thus concludes my abbreviated rundown of the various stages of poultry processing. Now, let’s discuss some of the personnel elements of running large-scale chicken facilities, showing how these work environments are deteriorating along with the rest of Western Civilization. I’ll also present my conjecture regarding other controversies, like mutant chickens.
Managing Employees: A Horrible Career Choice
Whether you wish to enter this kind of light-industrial career as a manager or line worker, I advise your reconsideration. Aside from the physicality and repetitive-stress injuries, the mental fatigue of dealing with overgrown children and narcissistic bosses will beget your insanity.
As a basement-level manager, in charge of at least 20 line workers, but beholden to sociopaths, your career will wedge you into a miserable hard place, featuring death from above and below. That’s another way of saying your subordinates will sabotage you while your superiors crush you for their amusement.
I also wouldn’t overlook the way most of the line worker “career opportunities” encourage those splendid “judicially challenged” folks to apply (on the job ads). The reality is they’re the only ones willing to endure scratchings and defecation from chickens in the live-hanging pen.
Can management do much to address a “challenged” labor pool?
They cannot realistically. Even the best production supervisors can’t stop the revolving door of employees working in chicken plants and other manufacturing sites. You may hire 10 people, hoping to retain one. Meanwhile, the HR folks gaslight basement-level managers over mediocre retention, insisting it results from a lack of sensitivity and poor listening skills.
Inevitably, NOBODY has adequate listening comprehension, particularly when half the facility has noisy machines exceeding 100 decibels.
The chaos you’ll find on a bad night (in places like these) reflects a society that has chased men and women away from nuclear families and into the loathsome, soul-sucking “workplace.” Today, we lament a co-ed working environment full of men hitting on single moms of various ages in between completing maybe 75% of their work.
On a good night, these jobs are the equivalent of pushing around a giant boulder. How would you like to be the guy in the cut-up department that does nothing but put lids on boxes all day? So much for all that Maslowian tripe about “self-actualization.”
Of course, those aforementioned workplace sexual improprieties encompass members of management as well. Supervisors must beware of the older women especially, who throw themselves at any guy in a position of authority. Make what you will of Donald Trump’s vulgar “grabbing” comments, but in most instances, one need not grab that which is already grabbing them.
Last but not least, many chicken plants totally annihilate any concept of “work-life balance.”
The worst I ever experienced was about a three-month stretch working 13-hour days (with 11 of them on my feet). That’s what happens when you dutifully fire whomever the company doesn’t like: a reward of extreme under-staffing because you have to onboard and train 20 people to find two with any work ethic and/or punctuality.
I’ve also worked from mid-afternoon all the way to sunrise the next day a few times. If you receive a salary for this work, it would be depressing to calculate how it translates on an hourly level. A crummy salary could come out to about $15 an hour after working 65 or 70 per week (with no overtime premium). Chicken companies (along with other American businesses) have perfected the laser’s edge in getting their pound of flesh from everyone.
I’m obliged to remind everyone of where this originates (follow link), but that should not surprise veteran readers of this website.
Cursed Products
Are the foods you purchase at grocery stores cursed?
If those products pass through America’s complex system of farming, harvesting, shipping, and grocery marketing, then it’s a distinct possibility. We might recoil in horror over the grueling supply chain our foods go through, all while having countless line workers yelling the odious “G.D” at them to vent their frustrations.
Chicken plants are no fairy-tale oasis from blasphemy at all.
The same problem-children employees who cause all the other disturbances in manufacturing environments also have a habit of cursing the chicken often. How does this occur?
Well, I noticed a tendency of employees (male ones, the most) to holler that most contemptible blasphemy about every time the processing line malfunctioned or stopped. Yes, once the hanging line or something else halts (unexpectedly), the associates on the line beckon God to condemn the birds about every time. The same dynamic holds true whenever a forklift operator drops a package by accident.
Jesus’ name always has to suffer the consequences of it for some unjust reason. I’ve written more about the absurdity of this sinful behavior elsewhere.
We should heed this as a reminder to always bless our food before eating. It’s the sole means for avoiding curses heaped onto it by blasphemous food-processing personnel all throughout the land and at every component of the supply chain.
Heavy Chicken Trucks Trash the Roads
I could write a separate article on just how horrendous American highways have gotten, in no small part thanks to 18-wheelers running rampage.
In this context, it involves both the live-chicken trucks bringing birds into a facility, along with shipping trucks that take packaged products out of it. Most chicken factories weigh their live-haul trucks to well beyond the legal limit. This is despite federal laws restricting truck weights to 80,000 pounds; fining them proportionately for every exceeding pound.
Since they earn a fortune with their operations, however, companies feel little pain over these fines. Hence, we see another example of how large businesses can endure ornery regulations, whereas the rest of us suffer immensely from them. It’s like levying a $5,000 fine against both you and Bill Gates. Who feels the pinch more?
Think about this dynamic the next time while driving on a dilapidated road or highway. What made it that way?
Mutant Chicken Growth Rates?
This topic is somewhat controversial, but I think almost any independent observer has wondered about today’s massive chickens, including their ability to reach maturity in record time. Broilers now take just 45 days to grow to about 5 ½ pounds. In the old days, it would have taken six months for the same growth.
What could have expedited this process? Why does today’s poultry look like it got juice from the same source as Barry Bonds?
While “growth hormones” have been illegal for decades, antibiotics are the probable culprit. As usual, the educational and media rackets attempt to deescalate attention over this exponential change, citing “genetic selection and improved nutrition.”
However, if you accept the typical academic narrative here, then what stops you from believing their lies on an array of other subjects (the Scamdemic, “evil” cholesterol, etc.). If my hunch about antibiotics and accelerated chicken growth is correct, then it might also simultaneously explain much of the live-stock-based infectious diseases, including MRSA and severe strains of salmonella.
Then again, I’m just a slaughterhouse guy. I never got involved with the live production side of agribusiness. Feel free to contribute your thoughts in the comments section (or contact me).
The Scamdemic Nightmare of 2020 in Poultry
The COVID-19 Scamdemic struck an earthquake into every facet of public life: small businesses, education, spectator sports, restaurants, political elections, and beyond. Food manufacturing, although deemed essential by our benevolent overlords, did not escape the virus ordeal without several waves of farcicality.
Chicken plants, which often employ well over 1,000 people, suffered significantly from the COVID quarantining panic when many workers had to stay home for days at a time. One of my team members (out of a crew of 12) even had an extended stay on a ventilator. Generally, I noticed that the same folks who got sick from upper-respiratory contagion during every other flu season were the ones in need of quarantining, hospital stays, and the like.
Ultimately, this was the final straw for my poultry-processing management career. They tanked my staff in a very short timeframe (leaving me as short-handed as five or six employees). This was after everyone had to embrace the humiliation ritual of wearing face panties amid the looming prospects of mandatory vaccinations.
The plant, like other locations, also erected the idiotic plexiglass hockey boards in between every workstation. It was so reassuring to know that plant associates would be safe from Wayne Gretzky’s slapshots while working.
Then the COVID buffoonery enjoyed lofty new frontiers as soon as the senior management discovered a new calling as crafty micro-biologists, confident they would thwart the spooky virus with a super-strength, master-cleaning regimen. Since the sanitation frenzy has received extensive treatment elsewhere, I won’t re-belabor all the agonizing minutiae.
Curiously, however, in my QA department, I had to dedicate a team member to conduct bio-luminescent testing of sanitized surfaces to ensure cleanliness on tabletops and workstations. This involved employing a bizarre wand device to detect germs after housekeeping rigorously scrubbed everything with harsh cleaning chemicals.
Despite all that sanitary testing, folks still couldn’t eat near one another for months. The plant also suspended the use of all the dangerous drinking fountains.
Even the company’s production fanaticism had to conform to the new idol of staying safe from the virus. This was the first and only time I ever saw entire de-feathered chickens summarily chucked down the drain.
Because of all the down days, begotten by over-quarantining, which truncated our staffing, the chickens grew too large on the farm for the plant’s machinery, forcing the company to condemn them. You can’t let the mutant birds go too far past a 45-day lifespan or they’ll be triple the size of their ancestor fowls.
I could never have imagined the leaders of this industry willfully discarding so much of their precious “yield,” but hitherto, I had never seen such an all-powerful psy-op as the COVID fiasco. As I’m sure every reader now understands, the virus mania of 2020 altered the face of every industry forever.
Regulators: A Scam to Perpetuate Big Agribusiness
Poultry plants (and other meat-packing sectors) undergo heavy government regulation, administered through the United States Department of Agriculture’s Food Safety Inspection System (USDA-FSIS), an agency derived from the legislatively rotten Pure Food & Drug Act.
You may recall learning in high school that food-safety regulators got their justification from Upton Sinclair’s The Jungle. However, to the contrary, big agribusinesses lobbied for meat-packing legislation because they knew that they (and ONLY they) could withstand the burden of regulatory scrutiny.
It’s important to realize just how many resources it takes to comply with everything the government throws at meat-packers: mandatory documentation for everything, HACCP plans, constant microbial testing, daily sanitation of the entire plant, and so forth.
Now, some might respond by pointing out how all meat processing has regulations irrespective of size. While this is technically true, and the FSIS has different requirements for poultry slaughterhouses based on capacity, the burden is still radically disproportionate. Big agriculture, unlike mom-and-pop processors, has the capital to withstand almost anything.
If you’re having difficulty grasping the gap between large and small meat processors, just think back to what happened all across the business world during the 2020 Scamdemic. Who survived all the insanity and lockdown tyranny? Wal-Mart and Amazon made a killing, whereas small businesses (restaurants, local retailers, etc.) folded like an old sack.
A similar dynamic is at play when you analyze the competition between big and small agribusinesses: the rules are stacked against the little guy. This is nothing close to a free market where anyone can prosper. In all honesty, there are scarcely few independent farmers still around today, anyway.
That being said, let’s delve further into what it’s like to work with regulators in a poultry facility. What, for instance, could we say of the job performance of those intrepid food-safety professionals at USDA?
Well, despite being waited on hand and foot by plant staff any time their precious chairs are too high or they dislike the direction their personal fans are blowing, some USDA inspectors return the favor by literally falling asleep. I’ve noticed this along with several of them chewing gum, applying cosmetics, and fiddling with other items that could easily fall into the chicken cavities they’re supposed to inspect.
You might not think this is terribly relevant, but I invite you to scroll back to the beginning of the article and review those images of cadavers and septicemia birds. It would be a pity if those birds got past everyone and into the chiller systems. After all, if a diseased bird or cadaver bird goes through chilling, you can’t always distinguish it from the other wholesome birds.
Whenever USDA line workers misbehave, the only thing plant personnel can do is report what they find to the USDA veterinarian (supervisor) and watch them do nothing because inspectors belong to an unpunishable closed-shop union.
If company employees committed half as many transgressions as inspectors do with impunity, then the plant would receive write-ups and suspensions galore. I’ve even heard stories of inspectors trying to stab employees with meat thermometers. Chicken processing can turn into a Jerry Springer special with little provocation.
Such is the world nowadays.
Since powerful men have entangled every matter of business with the state, it should not surprise us to find rampant corruption, oligarchy, and wealth-monopolizing industrial complexes in every sector. For my Catholic audience, we might imagine that business leaders of the world have all printed themselves copies of Rerum Novarum, those guidelines for the ethical management of companies, only to shred them to pieces and light them ablaze.
Conclusion
These factories bring out the worst in everyone. I don’t recommend them as viable career options.
We can, however, look forward to another glorious benefit of Our Lady’s forthcoming Triumph: the end of unsustainable economic practices, such as the ones discussed in this poultry treatise.
Upon Mary’s Triumph, within the blink of an eye, we will witness a complete metamorphosis from this decadent, post-Enlightenment terror into a world that will finally bend its knee to Christ the King. Until then, we must do our part to expedite its arrival by praying Our Lady’s Psalter, all 15 Rosary decades, every day, beseeching Jesus Christ to free us from this mess we’ve created with our sins.
Until then, we can expect to continue toiling at the most soul-sucking and brutal jobs imaginable, leading us to say, with Thomas Hobbes, that our working lives are “solitary, poor, nasty, brutish, and short.” Ah, except if they were short and not lifelong, it would be a tremendous mercy.
Let us not pretend to enjoy these big-agro terrors as if they were superior to traditional, organic farming. We can do better, and will once again after we reach the glorious renewal of Christian society.
St. Isidore the Farmer, ora pro nobis.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Haunting. Reminds me of the movie “Food, Inc.” Has industry consolidation made things worse in terms of horrendus jobs and animals being treated like widgets? My life is so easy.
LikeLike
Yes, that is a tremendous problem, which has worsened every decade since the phony trust busting and pure food regulations. Even since I started and left, the bigger food giants have absorbed some of the smaller and medium companies. I say that although I’ve thankfully never worked for the most miserable culprits: Tyson, Conagra, ADM, Cargill, etc. These are most of the main players who conspire to make food production the Hellscape that is in America.
LikeLike